ВАНТЯЙ писал(а):NICKAUTO
Нет , я не про то. У меня как на первом фото, (9,10,11) а второй провод от концевика? при его срабатывании подаётся на лимит xyz или + или -
Это зависит не от платы, а от того как сконфигурирована прошивка.
По умолчанию GRBL настроен с активным низким уровнем, т.е. уперся в концевик - он должен замкнуть провод на землю.
ВАНТЯЙ писал(а):NICKAUTO
Нет , я не про то. У меня как на первом фото, (9,10,11) а второй провод от концевика? при его срабатывании подаётся на лимит xyz или + или -
Это зависит не от платы, а от того как сконфигурирована прошивка.
По умолчанию GRBL настроен с активным низким уровнем, т.е. уперся в концевик - он должен замкнуть провод на землю.
[/quote]
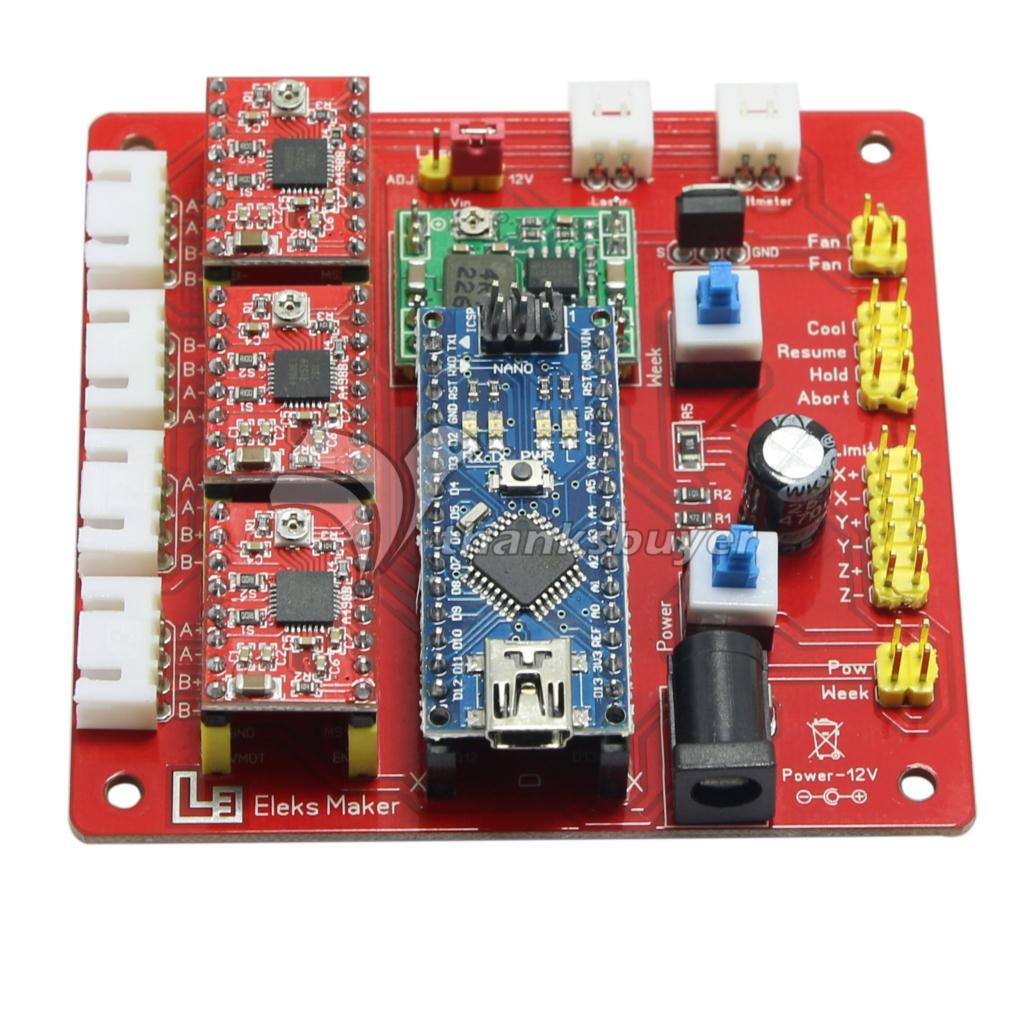
По поводу верхней платы, как к ней лазер подключить(настроить), поподробней насчет кнопок и выводов, я к такой плате лазер подключил, а он сдох (500мвт с драйвером внутри, блок на 5 вольт)
привет! Trudogolik Николай я вот я хотел спросить скачал GBRL Controller v3.6.1 запустил прогу и опа а без ардуинки неработает хотел типа глянуть на работу в симуляторе. а тfк смотрю простенькая прога думаю купить *нано* но вот смущает регулировка оборотов s1-1000 или забить на нее? заранее спасибо
Здравствуйте. Помогите советом. Собрал станочек, электроника - Arduino uno+cnc shield v3+A4988,
программа GBRL Controller v3.6., прошивка v0.9,
X, Y - ременная передача, Z - шпилька М6.
Суть проблемы: на X, Y стоит небольшой шаг(33 - точно не помню), а на Z- 2700(около того), и при подъёме Z, слышно что слишком резко поднимается (безопасная высота 3мм) и похоже, пропускает шаги. Чем больше переходов, тем больше опускается фреза от заданного размера, за один переход примерно 1-1.5мм.
Может подскажет кто-нибудь как настроить более плавный подъём или другой вариант (про замену винта на швп понимаю, заказал).
И ещё хотелось бы услышать мнение про глюки в GBRL Controller.
Для создания кода с начала использовал Inkscape 0.91, но заметил частые глюки: В примерно 20% запуска одного и того же кода после определённого времени станок тупо ползёт по X и Y в правый верхний угол причем в программе показывал что выполняет команду, а на визуальном дисплее красная точка шла так как и шпиндель.
Думал Controller глючит, однако после использования кода из ArtCAM глюка не замечал.
Возможно кто сталкивался с такими проблемами?
Знатоки, помогите. Решил выжечь рисунок по векторам. Получилась абракодабра. Нарисовал в компасе квадрат и круг, в арткаме сделал УП. Круг получился вот такой https://yadi.sk/i/PR5a2URarFzL6, желаемое https://yadi.sk/i/Ia5GnO08rFzJc, УП https://yadi.sk/i/lpqTaG_MrFzep
Прошурудил много форумов и зашел в тупик. Прошивки Ардуино пробывал разные (Grbl 0.8c, 0.9j), программы тоже...
Подскажите что я делаю не правильно и как надо.
asdff писал(а): Прошивки Ардуино пробывал разные (Grbl 0.8c, 0.9j), программы тоже...
Подскажите что я делаю не правильно и как надо.
УП без ошибок, мною проверено
менял прошивки и всё ? если да то это уже ошибка
у прошивок 8 и 9 разные пины на управление осями, просто так поменять прошивку не пойдёт, надо и провода перекидывать
да и инфы мало, что за механика, что за электроника
Barnaul, как я понимаю у прошивок 8 и 9 пины управления осей не меняются (D12, D11 - касается лимита, Шим лазера, но не как не управление осями). Думаю дело не в этом. Квадрат выжигает и на той и на той. Откатился на 0.8
ARDUINO UNO с драйверами DRV8825, программа GBRL 3.6.1 (и др. пробовал). Механика по стопам уважаемого Trudogolikа. Механика в ручную ездит как положено, квадрат по УП выжигает. Круг никак. Какой еще инфы добавить? чтобы могли помочь
coolvik писал(а):Здравствуйте. Помогите советом. Собрал станочек, электроника - Arduino uno+cnc shield v3+A4988,
программа GBRL Controller v3.6., прошивка v0.9,
X, Y - ременная передача, Z - шпилька М6.
Суть проблемы: на X, Y стоит небольшой шаг(33 - точно не помню), а на Z- 2700(около того), и при подъёме Z, слышно что слишком резко поднимается (безопасная высота 3мм) и похоже, пропускает шаги. Чем больше переходов, тем больше опускается фреза от заданного размера, за один переход примерно 1-1.5мм.
Может подскажет кто-нибудь как настроить более плавный подъём или другой вариант (про замену винта на швп понимаю, заказал).
Скорость и ускорение устанавливаются одинаковые и действуют сразу на все оси,
поэтому придется выбрать компромисс между осями.
Что-то будет работать медленно, что-то быстро, ищите золотую средину
или применяйте одинаковые привода по всем осям.
В роди как проблема решаема прошил на gbrl 0.9 и вуаля
Показать/Спрятать
$120, $121, $122 – [х,у,Z] ускорение, мм/сек^2
Установка параметров осей ускорение в мм/сек/сек. Упрощенно, более низкое значение делает Grbl легкостью медленнее в движении, в то время как более высокое значение дает туже движется и достигает нужной скорости подачи гораздо быстрее. Как максимум нормирования, каждая ось имеет свое собственное значение ускорения и независимы друг от друга. Это означает, что Multi-оси движения будет только ускоряться так быстро, как на низкой оси войска могут.
Снова, как и Макс частоты, простейший способ определения значений для этого параметра, чтобы индивидуально проверить каждую ось, постепенно увеличивая значения до тех пор, пока мотор не заглохнет. После завершения ускорения со значением 10-20% ниже абсолютного максимума стоимости. Это должны учитывать износ, трение и инерцию. Мы настоятельно рекомендуем Вам сухой тест какой G-код программы с новыми настройками, прежде чем совершать их. Иногда погрузка на машины разные при перемещении по всем осям вместе.
NikRoman писал(а):ua6brt
Перевожу на русский: Обновление с 0.8 по 0.9
Важно:
Изменилась скорость обмена данными по COM порту с 9600 на 115200!
Пины ZLimit(D12) и включение шпинделя(D11) поменялись местами для возможности управления скоростью вращения шпинделя.
Для работы "как было в старой версии" инструмент должен вращаться со скоростью 1000 об/мин (команда "S1000")
Это пины на ардуинке, а на Ардуино ЧПУ щит V3.00? такой
Станок собрал, все настроил... работают все оси как часики с нормальной скоростью и ускорением без пропусков шагов. Но теперь шпиндель не работает как в описании включал в пару Z лимит и ничего. Включал шпиндель программно в трех разных прогах.
Вопрос решен ключом на транзисторе 13N03LA и контактами на шилде Z- end stop




 Показать/Спрятать
Показать/Спрятать